Benjamin Franklin once scolded an under-achieving friend by saying this:
“Well Done… Is Better Than... Well Said...”
http://s557.photobucket.com/user/60...RENGINEREPAIR/GMATLASENGINESWAP?sort=2&page=1
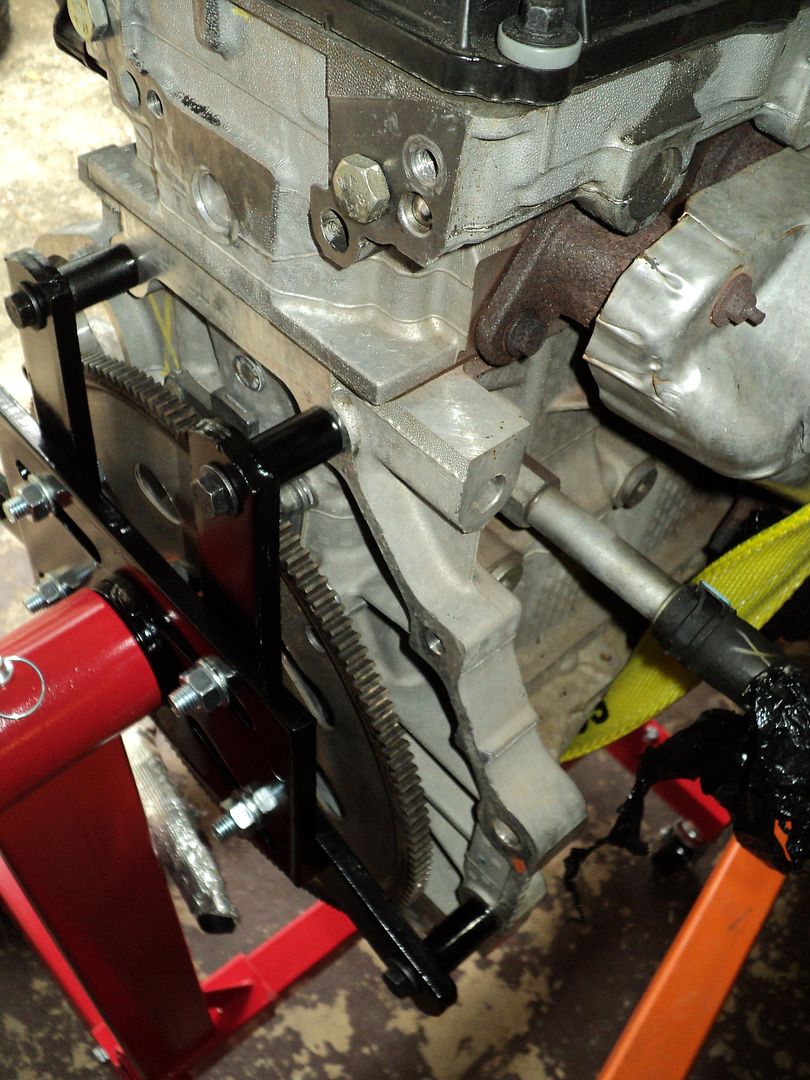
It follows that in spite of how much time, energy, effort and money (not exactly a Total Loss on that score… Stay Tuned…) that continuing to add to the “$85,000.00 GM Atlas 4.2L Engine Repair” long thread would become a Fool's Errand. This change in direction will soon prove out as “True Times Two” because now… with the arrival of this engine; ostensibly being a “Swap-N-Drop” Motor… I will of course be able to have BOTH engines mounted on Engine Stands that will provide 360 Degrees of access in every sense of the word. As it happens, for my situation, Engine Stands are a Godsend that gives the ability to rotate these engines in order to position the areas focused upon with the greatest of ease and convenience, while also being able to maneuver the engines stands on their cast iron roll-around wheels for whatever makes the jobs easier to accomplish, regardless of which one happens to be ready for more work at any given moment.
The plan here is to use this new level of relaxed freedom of access to employ some novel reconditioning techniques on the Engine Head and the ordinarily inaccessible combustion chambers and valves in a way that will facilitate renewing all aspects of the upper engine… without the need to remove the head to accomplish this. The link below begins the first of many installments of Photo-Plays that will involve EMS (Each Major Step) as separate sections to follow for the acquisition of and reconditioning necessary to allow what is called by the expression “ A Drop-In Motor”; this popular prejudice being no more than Wishful Thinking that these procedures will always be something that is very easy to do. But truth is this:
Swapping Engines In and Out of ANY vehicle ALWAYS becomes a Long Road… with No Turns in it!
I have included some Flow Charts that can give anyone imagining this job to be an easy one a chance to pause and reflect on all of the required steps to logically take before diving in and finding themselves in the Deep, Dark and Unknown Waters of “How to R&R an Engine...”. The Biggest Problems you can face are Threefold (1) If Your Work Should Fail… You Will Have No Transportation. (2) If Your Work Should Fail… You Will Be Broke. (3) If Your Work Should Fail… You Will Have No Transportation, No Money and You Will Still Have To START ALL OVER AGAIN!
This first series of images will demonstrate that any Jackass can claim to find a Low Mileage, Drop-In Engine in the Price Range of $300-$500… and have damn little proof that this is actually possible… especially where the GM LL8 Engine is concerned… because based upon its Incredible Performance When it Works vs. its Dismal, Difficult and Expensive Repair Cost Reputation when it Doesn't... will clue in both the Seller and the Buyer that you will be more likely to find one that is closer to that “Drops Right In… Runs Good” Dream if you are willing to shell out around $1,000… with an occasional chance to pick up a very nice engine for around $750 to $850.
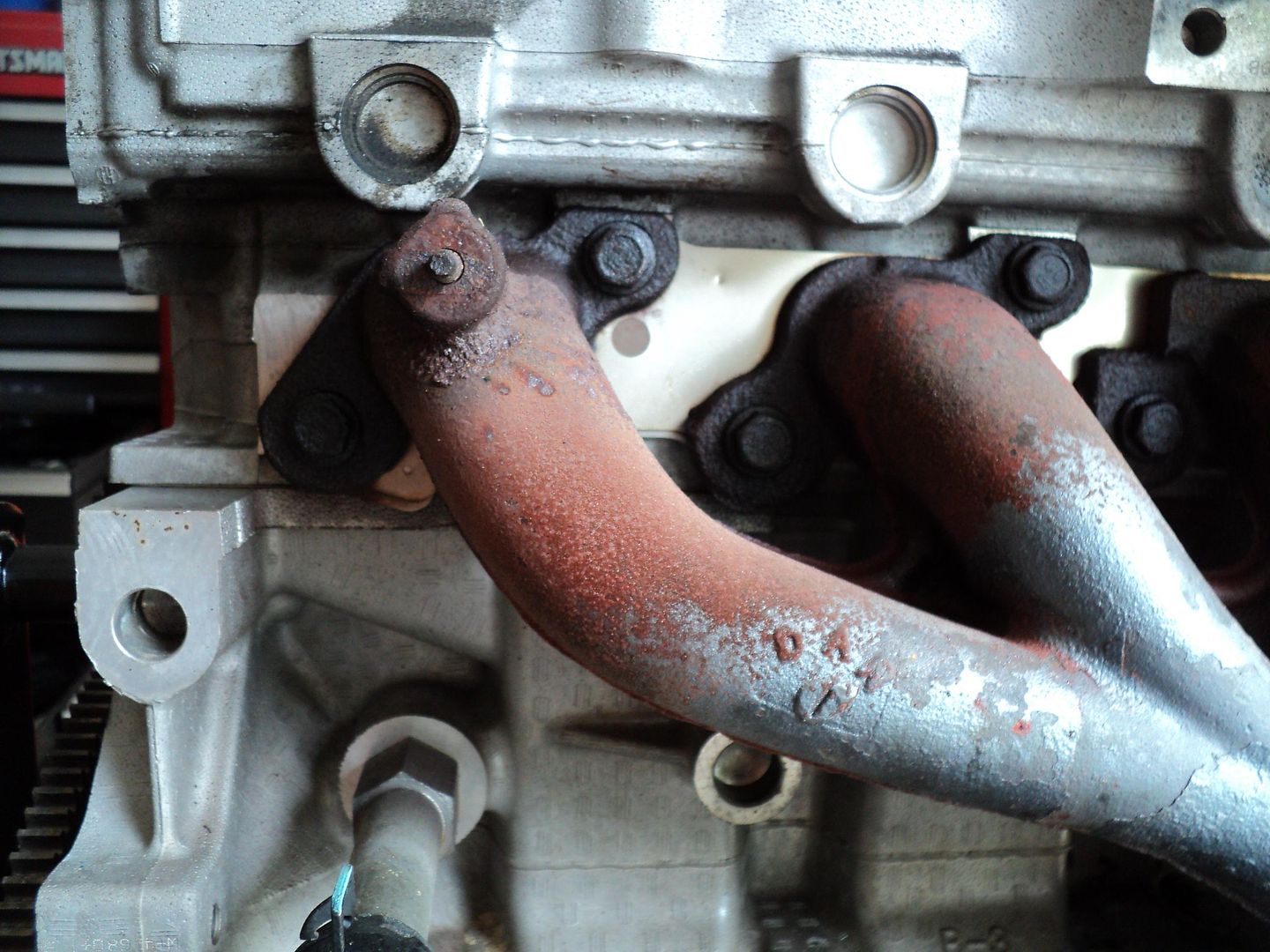
In the case of this engine… as the object of a carefully planned and LIMITED “Engine Autopsy”… you may discover something dreadful that requires your immediate attention and more expense to fix BEFORE loading up the motor onto a lift and beginning to fall into an even deeper sleep when you experience “The Nightmare of An Engine R & R… Part II”. Then again... As you will soon see… So farI have taken as much hardware off of the engine as necessary to be able to ease my mind so very much about the qualities this motor really has… and that positive outcome really surprises even me. Sometimes… Even a Blind Ol' Hog like me Finds an Acorn in the Woods Once in a Great While!
Please note that the images of the (6) 2005 Complete Pistons (Connecting Rods, Pistons, Wrist Pins, Pin Locks and Rings) were NOT pulled out of this engine! Rather… they are a set I picked up for a mere $80.00 on eBay as they looked too good to pass up and their improved design advantages may prove useful when I completely rebuild the 2002 GM Atlas 4.2L Engine presently sitting in partial disassembly inside my son's TrailBlazer. Some of the images I took are of the myriad required GM TTY Fasteners that must obtained,.. one way or another... before the engine is torn down… because they are unique and indispensable for re-assembly. This means (14) GM TTY Bolts for the Crankshaft alone and (12) GM TTY Bolts for the (6) Connecting Rods. But I'm getting a little ahead of myself here.
When looking at these photos… try to imagine WHY I followed the partial tear-down and inspection procedures I used in the manner shown…You will need the skills of a Detective to see what must be seen in, on and around your own engine(s) and be certain that before you jump to any conclusions and buy the WRONG MOTOR FOR YOUR UNIQUE SITUATION…. That you read, investigate, study and plan all of your moves and neither wind up with TOO LITTLE ENGINE for your hard-earned money...nor wind up with an Engine that is WAY TOO MUCH in the need to make other modifications in order to get that replacement engine to work properly.
Don't forget that I will be adding additional images of the Parts and Pieces unique to each section, so don't automatically assume that I am missing anything required. Any delays in posting the images will happen because sometimes, the parts cannot be immediately located or have been delayed in arriving. Sometimes patience and return searches on eBay, Google and Amazon will reveal less expensive and more available “Parts Gems” that will be worth waiting for. For example… On average ONE (1) Crankshaft/Cradle Long TTY Bolt will cost around $45.00 A PIECE! I managed to buy these in lots of either Ones or Twos… and in one incident Eight Connecting Rod Bolts became available for a fraction of their GM Dealership value… and yet each and every one came from Authorized GM Dealerships. Some of these GM Specialty Fasteners are used in other platforms with identical part numbers and performance… so you must be clever in seeking out the GM Part Numbers in ALL markets and venues. Sometimes… dealerships fail and sell their inventories to people with way too much money and time on their hands (LLCs) who do not have a clue as to what these items are actually worth and sometimes… they will sell them to you… for a song.
More to Follow…
http://s557.photobucket.com/user/60...RENGINEREPAIR/GMATLASENGINESWAP?sort=2&page=1
“Well Done… Is Better Than... Well Said...”
http://s557.photobucket.com/user/60...RENGINEREPAIR/GMATLASENGINESWAP?sort=2&page=1
It follows that in spite of how much time, energy, effort and money (not exactly a Total Loss on that score… Stay Tuned…) that continuing to add to the “$85,000.00 GM Atlas 4.2L Engine Repair” long thread would become a Fool's Errand. This change in direction will soon prove out as “True Times Two” because now… with the arrival of this engine; ostensibly being a “Swap-N-Drop” Motor… I will of course be able to have BOTH engines mounted on Engine Stands that will provide 360 Degrees of access in every sense of the word. As it happens, for my situation, Engine Stands are a Godsend that gives the ability to rotate these engines in order to position the areas focused upon with the greatest of ease and convenience, while also being able to maneuver the engines stands on their cast iron roll-around wheels for whatever makes the jobs easier to accomplish, regardless of which one happens to be ready for more work at any given moment.
The plan here is to use this new level of relaxed freedom of access to employ some novel reconditioning techniques on the Engine Head and the ordinarily inaccessible combustion chambers and valves in a way that will facilitate renewing all aspects of the upper engine… without the need to remove the head to accomplish this. The link below begins the first of many installments of Photo-Plays that will involve EMS (Each Major Step) as separate sections to follow for the acquisition of and reconditioning necessary to allow what is called by the expression “ A Drop-In Motor”; this popular prejudice being no more than Wishful Thinking that these procedures will always be something that is very easy to do. But truth is this:
Swapping Engines In and Out of ANY vehicle ALWAYS becomes a Long Road… with No Turns in it!
I have included some Flow Charts that can give anyone imagining this job to be an easy one a chance to pause and reflect on all of the required steps to logically take before diving in and finding themselves in the Deep, Dark and Unknown Waters of “How to R&R an Engine...”. The Biggest Problems you can face are Threefold (1) If Your Work Should Fail… You Will Have No Transportation. (2) If Your Work Should Fail… You Will Be Broke. (3) If Your Work Should Fail… You Will Have No Transportation, No Money and You Will Still Have To START ALL OVER AGAIN!
This first series of images will demonstrate that any Jackass can claim to find a Low Mileage, Drop-In Engine in the Price Range of $300-$500… and have damn little proof that this is actually possible… especially where the GM LL8 Engine is concerned… because based upon its Incredible Performance When it Works vs. its Dismal, Difficult and Expensive Repair Cost Reputation when it Doesn't... will clue in both the Seller and the Buyer that you will be more likely to find one that is closer to that “Drops Right In… Runs Good” Dream if you are willing to shell out around $1,000… with an occasional chance to pick up a very nice engine for around $750 to $850.
In the case of this engine… as the object of a carefully planned and LIMITED “Engine Autopsy”… you may discover something dreadful that requires your immediate attention and more expense to fix BEFORE loading up the motor onto a lift and beginning to fall into an even deeper sleep when you experience “The Nightmare of An Engine R & R… Part II”. Then again... As you will soon see… So farI have taken as much hardware off of the engine as necessary to be able to ease my mind so very much about the qualities this motor really has… and that positive outcome really surprises even me. Sometimes… Even a Blind Ol' Hog like me Finds an Acorn in the Woods Once in a Great While!
Please note that the images of the (6) 2005 Complete Pistons (Connecting Rods, Pistons, Wrist Pins, Pin Locks and Rings) were NOT pulled out of this engine! Rather… they are a set I picked up for a mere $80.00 on eBay as they looked too good to pass up and their improved design advantages may prove useful when I completely rebuild the 2002 GM Atlas 4.2L Engine presently sitting in partial disassembly inside my son's TrailBlazer. Some of the images I took are of the myriad required GM TTY Fasteners that must obtained,.. one way or another... before the engine is torn down… because they are unique and indispensable for re-assembly. This means (14) GM TTY Bolts for the Crankshaft alone and (12) GM TTY Bolts for the (6) Connecting Rods. But I'm getting a little ahead of myself here.
When looking at these photos… try to imagine WHY I followed the partial tear-down and inspection procedures I used in the manner shown…You will need the skills of a Detective to see what must be seen in, on and around your own engine(s) and be certain that before you jump to any conclusions and buy the WRONG MOTOR FOR YOUR UNIQUE SITUATION…. That you read, investigate, study and plan all of your moves and neither wind up with TOO LITTLE ENGINE for your hard-earned money...nor wind up with an Engine that is WAY TOO MUCH in the need to make other modifications in order to get that replacement engine to work properly.
Don't forget that I will be adding additional images of the Parts and Pieces unique to each section, so don't automatically assume that I am missing anything required. Any delays in posting the images will happen because sometimes, the parts cannot be immediately located or have been delayed in arriving. Sometimes patience and return searches on eBay, Google and Amazon will reveal less expensive and more available “Parts Gems” that will be worth waiting for. For example… On average ONE (1) Crankshaft/Cradle Long TTY Bolt will cost around $45.00 A PIECE! I managed to buy these in lots of either Ones or Twos… and in one incident Eight Connecting Rod Bolts became available for a fraction of their GM Dealership value… and yet each and every one came from Authorized GM Dealerships. Some of these GM Specialty Fasteners are used in other platforms with identical part numbers and performance… so you must be clever in seeking out the GM Part Numbers in ALL markets and venues. Sometimes… dealerships fail and sell their inventories to people with way too much money and time on their hands (LLCs) who do not have a clue as to what these items are actually worth and sometimes… they will sell them to you… for a song.
More to Follow…
http://s557.photobucket.com/user/60...RENGINEREPAIR/GMATLASENGINESWAP?sort=2&page=1
Last edited: